
entexs Crystallizer
UP TO 40 KG
OF DISTILLATE/BATCH
isolate Module
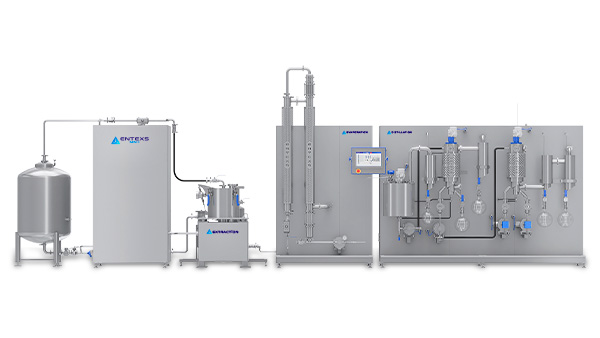
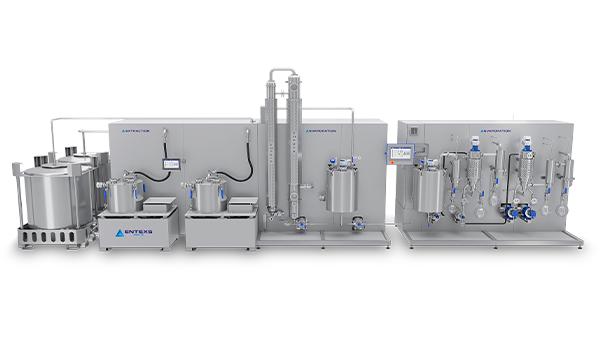
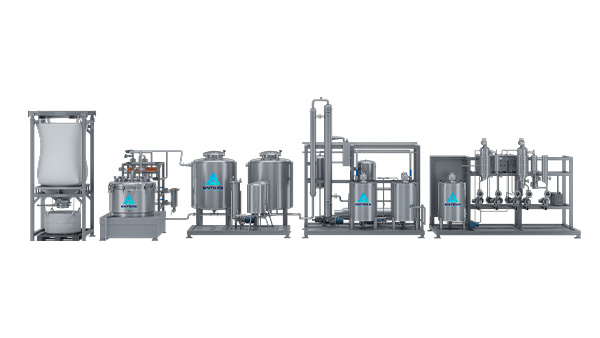
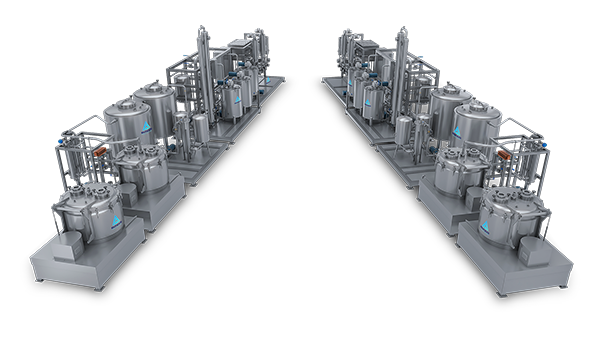
The ENTEXS Crystallizer platform takes distillate to pure isolate. This platform is designed to mate with the ENTEXS extraction platform but can also operate as a stand-alone isolation solution. Featuring fully automated crystallization routines, this system enables fully closed-loop processing of distillate to isolate including solvent recovery from mother liquor.
This system meters distillate and solvent input to the pre-isolation mixing tank controls mixing temperature via closed loop PID routines, features automated vacuum assist transfer of product to and from process tanks, controls crystal nucleation via agitation and temperature ramps, and features filtered isolate collection vessels with post crystallization drying routines.
The Crystallizer reactors feature vacuum-rated triple-walled thermally jacketed tanks with agitation and mechanical sealing. A fire-rated solvent enclosure enables safe and efficient solvent replacement and recovery while enabling a C1D2 Classified operating environment.
entexs
Crystallizer


Crystallizer
specifications
BATCH RATE
Reactor Size: 100 L
Throughput Capacity: up to 40 kg of distillate/batch
Thermal Control: -20 to 120 C
Solvent: Hexane, Heptane, Pentane, or customer-specific
Electrical specifications
Voltage: 208/240/400/460 50/60Hz (Configurable)
Power: 15 kW
Electrical Rating: C1D2
MECHANICAL SPECIFICATIONS
Footprint: 96”x70”x92” (WxDxH)
Temperature Rating: -40 to 120 C
Pressure Rating: Vac rated
HMI Interface: 24” Touch Panel
SYSTEM MODULES
- Heated transfer/distillate feed module
- Heated mixing vessel with agitation
- Crystallizer Reactor with thermal jacket and agitation
- Isolate Collection Vessel with Micron Filter
- Heated Mother Liquor Recovery Vessel with Agitation
- Solvent Recovery Condenser
- Solvent Recovery Vessel
- Solvent Recovery Pump
- Vacuum Pump – Chemical Duty XP
- Flammable Solvent Storage Enclosure
- Pneumatic Valves
- Temperature Sensors
- Level Sensors
- TCUS (Qty 2)
- Feed Pumps
- Automation Package (HMI / Controller)
- Electrical Enclosure (VFDs, Pwr Supplies, Htr SCRs, etc)
Subscribe to our
Newsletter





modules
accessories
- Email: info @ entexs.com
- Toll Free: (888) 960-3689
- 3720 Trade Way, Cameron Park, CA 95682, USA
- ENTEXS is proud to be made in the USA
- © 2025 ENTEXS Corporation
- Privacy Policy